Back to DFMA Home Page
Design for Assembly Guidelines
This section looks at a number of design
guidelines which if followed will generally lead to an assembly friendly
design. Many of the guidelines are common sense guidelines with which
many of the readers will be familiar, however, they often get forgotten
or pushed into the background during the design process, especially if
the designers are time constrained. The opportunity is taken here to
remind the reader of these important guidelines. It is particularly
important to bear these guidelines in mind when performing a design for
manufacture and assembly analysis.
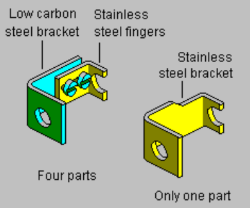
Minimise the number of parts
There are obvious advantages to be gained by
keeping the number of parts down to a minimum. It may sound equally
obvious but non-existent parts never jam. Fewer parts should lead to a
reduced assembly time, less inventory, and you should only consider
increasing the number of parts if it leads to a simplified assembly
process.
Avoid parts that are difficult to handle
The
Boothroyd-Dewhurst DFA system assumes that parts are supplied in bulk
and may be randomly oriented. This has obvious consequences regarding
the handling of these parts. For example, parts of a certain design may
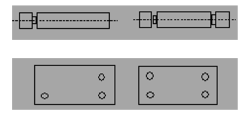
nest or tangle when supplied in bulk. Parts that nest are cup shaped
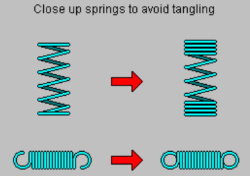
parts; a typical part that will tangle is a spring. If nesting or
tangling occurs then additional time will be required to separate the
parts, before they can be assembled, this increases the overall assembly
time. Likewise, thin flexible parts are also difficult to handle because
of the physical difficulty of picking them up. Often only small changes
are necessary to prevent these difficulties and it is surprising how
much assembly time and money can be saved.
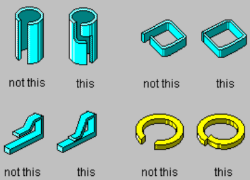
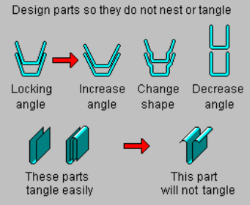
The above diagrams show parts that present handling difficulties together with the modifications suggested to improve handlability. Of course it will not always be possible to to make these changes because of other constraints, but we must try if at all possible.
Avoid parts that need to be reorientated during assembly
Parts that require manipulation in order to
achieve the correct orientation for assembly will increase the assembly
time and cost; it will almost certainly lead to operator fatigue and
mistakes. In order to minimise this problem, design the parts with
maximum symmetry. This will sometimes mean adding non-functional
features to improve symmetry. These additions may increase the
manufacture cost, however, the reduction in assembly cost is usually
greater.
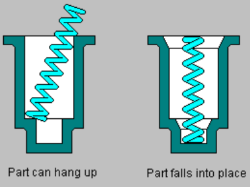
Some non-functional features have been added to the above parts to make the more symmetrical requiring less reorientation during assembly.
Design
parts for ease of insertion
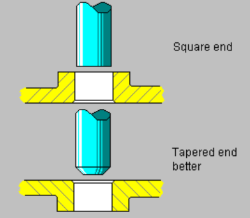
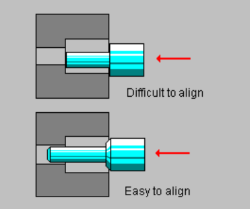
The above diagrams illustrate some insertion problems that are been redesigned to improve assembleability.
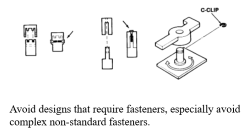
Minimise the use of fasteners
The addition of a
screw is a time-consuming operation which does not add value to a
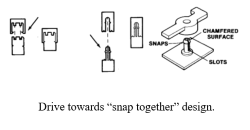
product. Try to eliminate screws by using snap together designs. If
screws need to be used, minimise their number and reduce fastener
variations to minimise complexity. To aid the placement of the screws,
specify dog or cone point. If screws are to be blow fed, as is often the
case with automatic assembly, ensure the correct length to head ratio (L
![]() 1.3D)
to prevent jamming.
1.3D)
to prevent jamming.
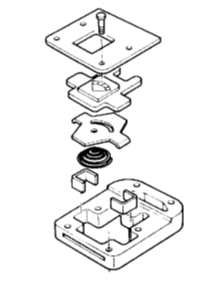
Avoid reorientation of assembly during assembly and assemble from above
Every time you reorient an assembly during the
assembly process this will add time and cost to the product. Similarly,
if parts are added along more than one axis this may be difficult to
automate. Remember robots are not as dexterous
as their human counterpart. The aim should be unidirectional assembly
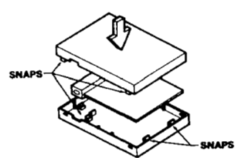
from above. In addition, try to use what is often referred to as the
pancake concept where parts become ‘pancaked’ between others as they
come together. This often eliminates screw fasteners if the outermost
parts can be snapped together.
Specify the widest possible tolerance finish
Tight tolerances and tight surface finish lead
to more expensive parts and will often lead to greater scrap and rework.
You will probably need to employ more skilled labour and invest in more
expensive precision equipment.
Develop your product using Cross Functional Teams
Promote teamwork through the use of Cross
Functional Teams and employ Concurrent Engineering philosophy with the
concurrent design of both product and process. Only in this way do you
stand the chance of getting it ‘right first time’.
Back to DFMA Home Page